Решения
>>
Улучшение взаимодействия электролита с электродом
|
Улучшение взаимодействия электролита с электродом
Смачивание электродов играет большую роль при производстве аккумуляторных батарей. Этот процесс занимает много времени при производстве, поэтому является трудоемким и дорогостоящим. Электроды являются ключевым компонентом в батареях, также надо учесть из чего они сделаны, их форму, структуру, толщину, поэтому нет универсального решения для оптимизации смачивания электродов, приходится проводить ряд исследований.
Глубокое смачивание пористых электродов
Длительное время ожидания заполнения ячеек обусловлено особыми характеристиками электродных материалов. Пористые слои должны быть полностью пронизаны электролитом, чтобы обеспечить оптимальный перенос массы и заряда. Сколько времени это займет, зависит от химического состава материалов, толщины и плотности слоя, а также смачивающих свойств электролита. Таким образом, есть места для вмешательства - в идеале с помощью методов, которые заранее измеряют скорость смачивания, а не электрохимически в ячейке.
Рисунок 1 – Проникание электролита в поры электрода
Плохой контакт между электролитом и электродом может привести к пустотам, неполному смачиванию или образованию структур на границе раздела, и, как следствие, снижается производительность и безопасность продукта.
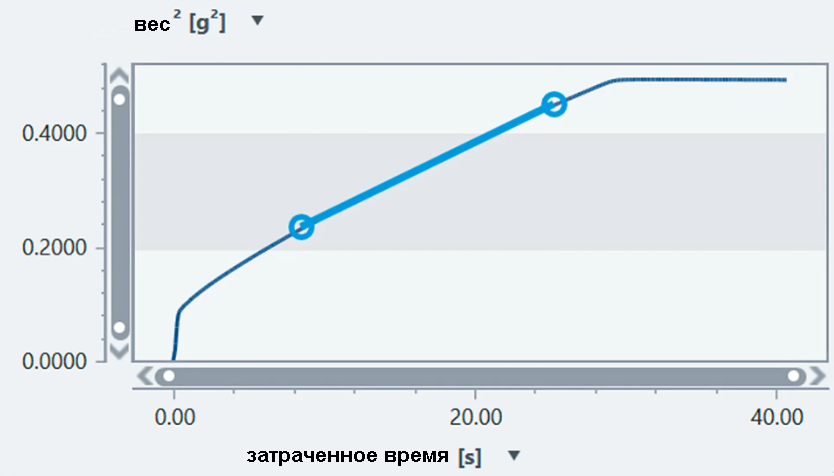
С помощью метода Вашбурна, реализованного в тензиометре K100, можно оценить скорость смачивания электродного материала. Анод или катод крепят к датчику силы тензиометра и опускают в электролит, который начинает смачивать электрод. Датчик силы фиксирует увеличение массы электрода во времени за счет подъема жидкости в порах материала. В итоге можно получить скорость смачивания разных электродных материалов и сравнить их друг с другом еще до использования.
Рисунок 2 - Увеличения массы электрода во времени (метод Вашбурна)
Метод Вашубрна также можно использовать для определения оптимальной доли технического углерода в суспензии. Для этого необходимо подготовить несколько электродов с разным содержанием сажи и посмотреть на скорость смачивания полученных образцов.
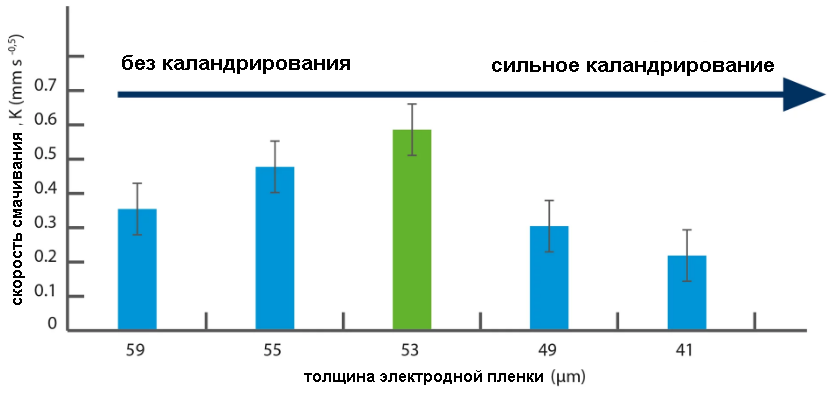
Метод каландрирования электродов (расплющивание между валками) более технологичен по сравнению с методом напыления. Он позволяет изготавливать электроды в широком диапазоне толщин, а подобрать оптимальную толщину пленки можно, определив скорость смачивания с помощью тензиометра KRUSS.
Рисунок 3 - Зависимость скорости смачивания от процесса каландрирования (метод Вашбурна)
Роль поверхностного натяжения электролита
Свойства электролита также влияют на время заполнения ячейки (смачивание электрода): чем ниже поверхностное натяжение, тем быстрее происходит смачивание, поэтому в электролит часто добавляют поверхностно-активные вещества. С помощью тензиометра K100 также можно определить поверхностное натяжение и плотность электролита, влияние различных добавок.
Анализ полярности электродов и ее влияние на смачивание
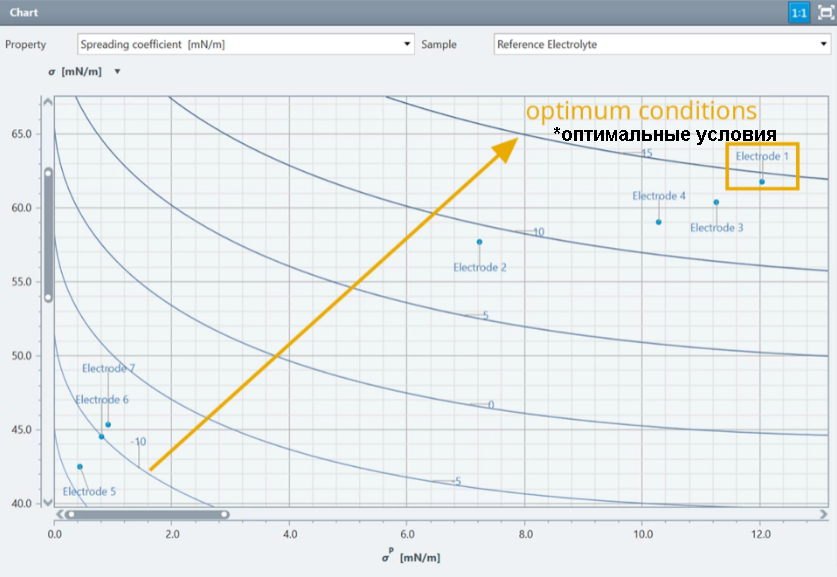
С помощью оптических тензиометров DSA можно провести аналогичные исследования электродов, а также оценить их полярность. В основе метода лежит измерение краевого угла смачивания методом лежащей капли , а также оценка свободной энергии поверхности. Определив полярные составляющие электродов и зная свойства электролитов (или измерив на тензиометре KRUSS), можно предугадать, как себя поведут материалы в аккумуляторе. На графике ниже 4 из 7 электродов показывают контактный угол с электролитом 0°. Электрод 1 имеет самый высокий коэффициент растекания и работу адгезии и показывает наилучшие характеристики.
Рисунок 4 - Нахождение соответствия между электродом и электролитом с помощью коэффициента растекания
Вместо проведения исследований методом проб и ошибок смачивание может быть оптимизировано целенаправленным образом на основе значимых параметров результата.
Список используемой литературы:
1 - Sheng, Yangping: Investigation of Electrolyte Wetting in Lithium Ion Batteries: Effects of Electrode Pore Structures and Solution. Theses and Dissertations 1080 (2015).
|